Through many projects in the field of exchanging vibrations, we have developed correspondingly safe methods to be able to determine the necessary main parameters of the vibration. A replacement of table and drive technology can be carried out, 1:1 with certainty.
The scope of our work includes:
In addition, the revision of the vibration also offers a good opportunity to significantly improve the lifespan of the entire vibration. The long-life technology in our oil bath vibrator housings does this reliably. The vibrator housings are generally individually exchangeable, so that the exchange is done in 1–2 hours of work.
Significant gains in productivity result from the use of oil bath technology, since the housing is maintenance-free. Permanent greasing of the bearings or frequent changing of the bearings are no longer necessary.
Furthermore, we would like to emphasize the low operating temperatures of our vibrators and housings! It has long been our goal to generate as little heat as possible on the vibrating table and drive train.
Our systems do not require any external cooling of the table or motors.
Any heat that is produced on the vibrating table flows away after a certain time via the vibrating table buffers and heats them up additionally. This has a significant negative impact on the spring constant of the table buffers, which reduces compression and severely limits the lifespan of the buffers.
It doesn't have to be all that - talk to us. We definitely have this problem under control!
The following steps were carried out:
Complete re-engineering of the vibration table of a RINO Impacta from 2003. Board size 1400 x 1100 mm.
Measurement, development and calculation of all determining operating parameters of the existing vibrating table and integration of these requirements into the new vibrating table.
Optimization of the new table in question operating temperature -creation of cooling concepts in the design concept. Use of oil bath technology and hermetically sealed interchangeable housings.
Creation of upgrade options in the question of table weight, vibration power and number of vibrating table buffers.
Introduction of a completely new, maintenance-free drive train for the vibrators, for the best possible protection of the drive motors.
Assembly management of all activities on site, test run and optimization of the stone quality with the new vibrating table.














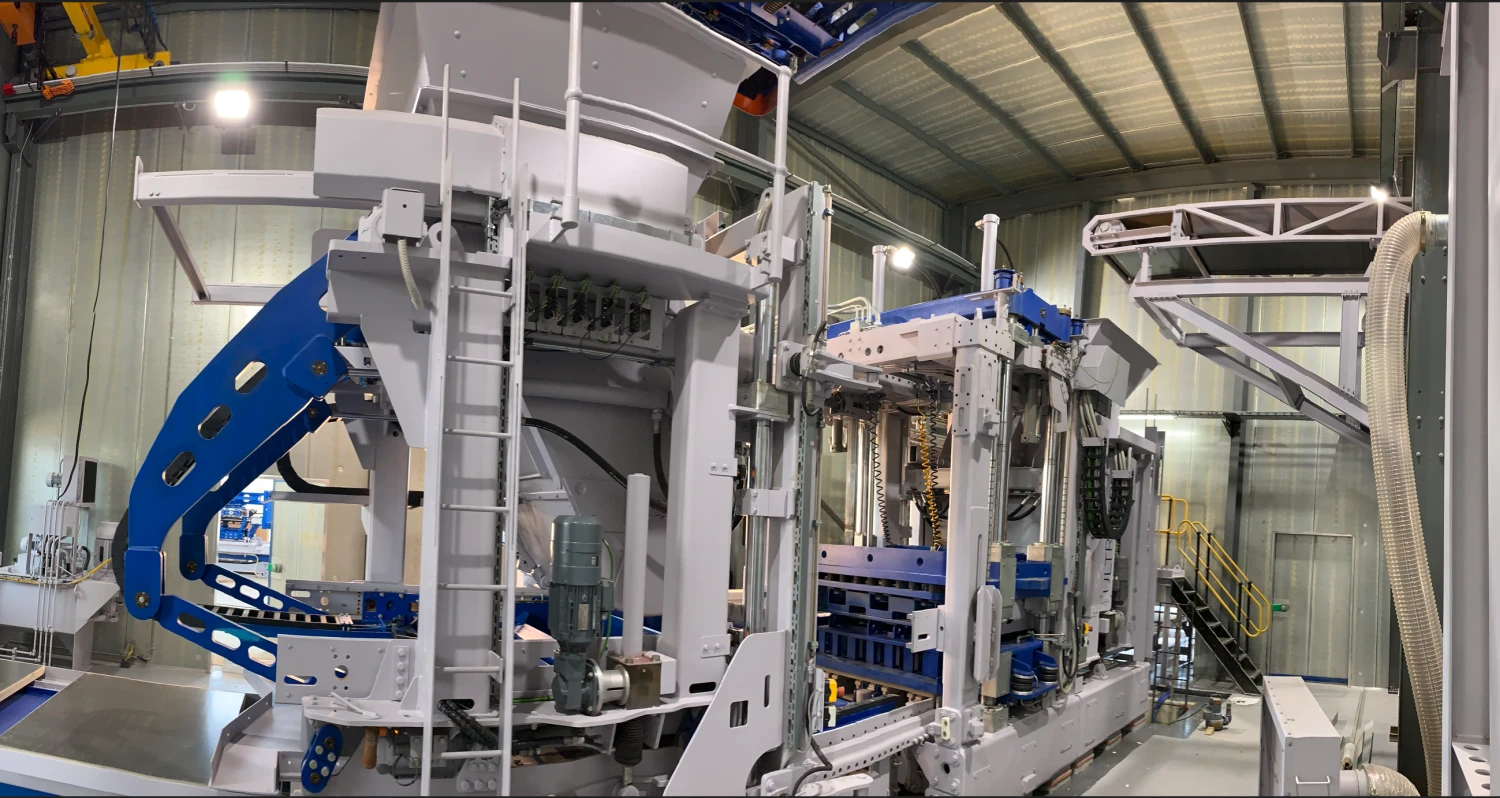
To replace a fatigued machine sub frame, we have developed a standard replacement concept where the sub frame is removed - and replaced with a separate frame + new vibration. The new replacement frame is designed in a heavy, solid construction - in order to be able to reliably dissipate the shock-like vibration forces.
The new 4-servo motor vibration is infinitely adjustable in speed (frequency) and amplitude (stroke of the table).
It can thus be reliably adjusted to the existing sets of molds /product portfolio.
A maximum compaction force of 16 tons can be generated, which is more than sufficient for any compaction task in the concrete block industry.
The four vibrator housings are oil bath lubricated and maintenance free within their warranty life.
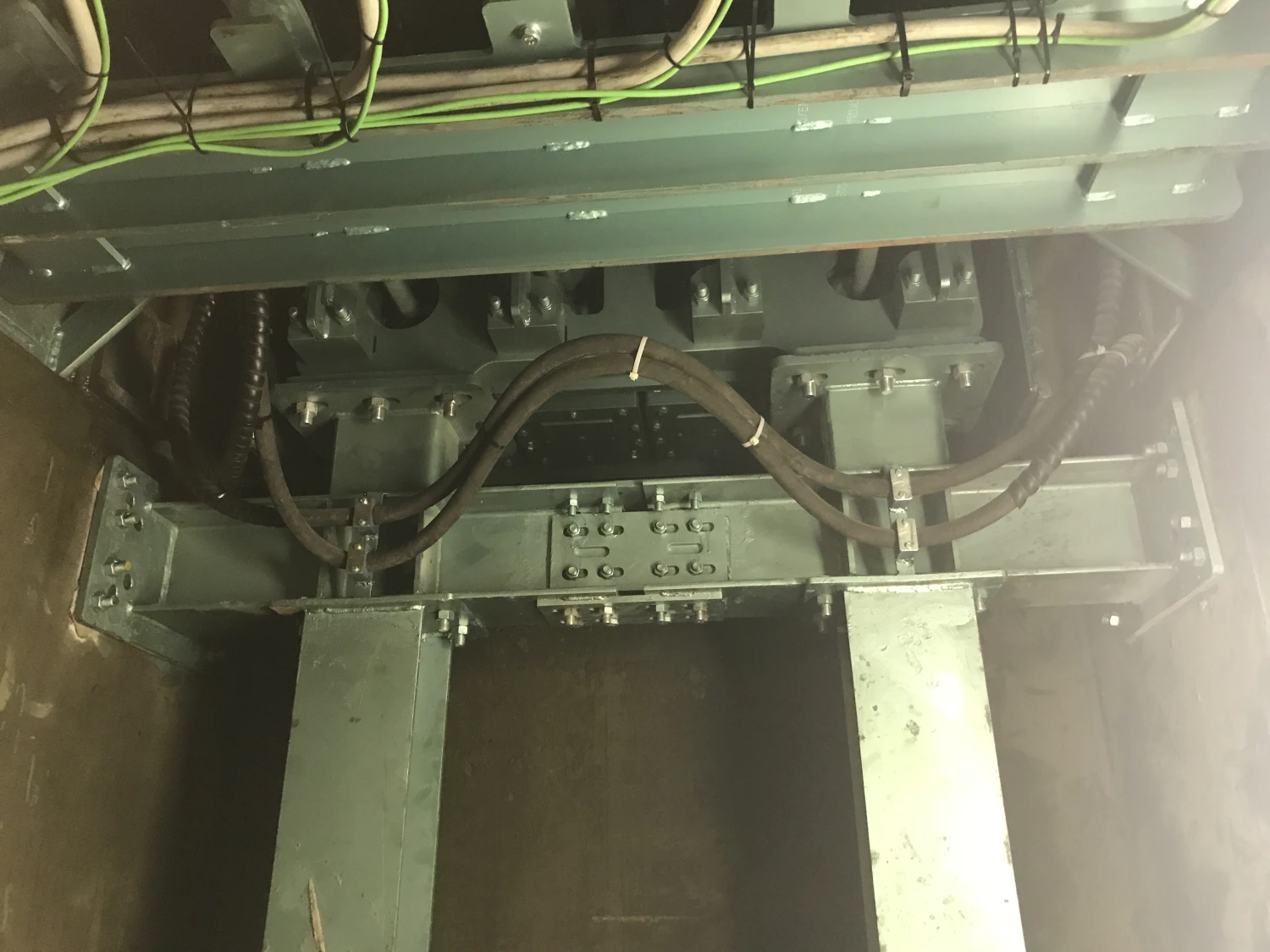
The example in the photo shows the installation kit in a machine, Schlosser type BH 30, built around 1983.
After readjusting the machine parameters accordingly, the results to be seen on the board could be achieved.
Our services in this customer project:
Measurement, development and calculation of all determining operating parameters of the existing 4-shaft vibrating table (frequency-controlled system). System calculation of force and speed situation and conversion to the concept of 4 waves vibration (amplitude controlled system).
Complete conception of the vibrator control / E-hardware concept / servo drive technology / control visualization.
Introduction of our proven, maintenance-free drive train of the vibrators, for the greatest possible protection of the drive motors and their service life. Assembly management of all activities, test run and optimization of the stone quality with the new vibrating table.





Matthiasstr. 38 b
41468 Neuss
Germany
Phone: 0049 (0) 2131 - 313 57 08
E-mail: d.steinkamp@steinkamp-3d.de